Распространённые проблемы с ультрафиолетовым отверждением светодиодов в Flexo (и их решения)
Related Posts
Как предотвратить размазывание УФ-чернил с помощью правильного отверждения светодиодом
Dec 27, 2025
Какая ультрафиолетовая светодиодная лампа для отверждения лучше всего подходит для струйной печати? (Путеводитель 2026 года)
Dec 27, 2025
Стоит ли затвердеть УФ-светодиодами? Стоимость, экономия и окупаемость
Jan 06, 2026
Переход на распространённые проблемы с ультрафиолетовым отверждением светодиодов в флексоплазме — это не просто замена ламп; это освоение новой химии и энергетического баланса. Хотя светодиодное отверждение обеспечивает революционную стабильность и экономию энергии, оно приносит уникальные вызовы, такие как ингибирование кислорода и спектральные несоответствия, которые могут задержать пресс
.Если вы боретесь с липкими поверхностями, плохой адгезией или загадочными запахами, вы не одиноки. В этом руководстве рассматриваются самые распространённые трудности, с которыми сталкиваются флексопринтеры с помощью светодиодных УФ-систем, и предлагаются практические, проверенные на производстве решения, чтобы восстановить скорость вашего производства.
почему моя поверхность чернила всё ещё липкая (подавление кислорода)?
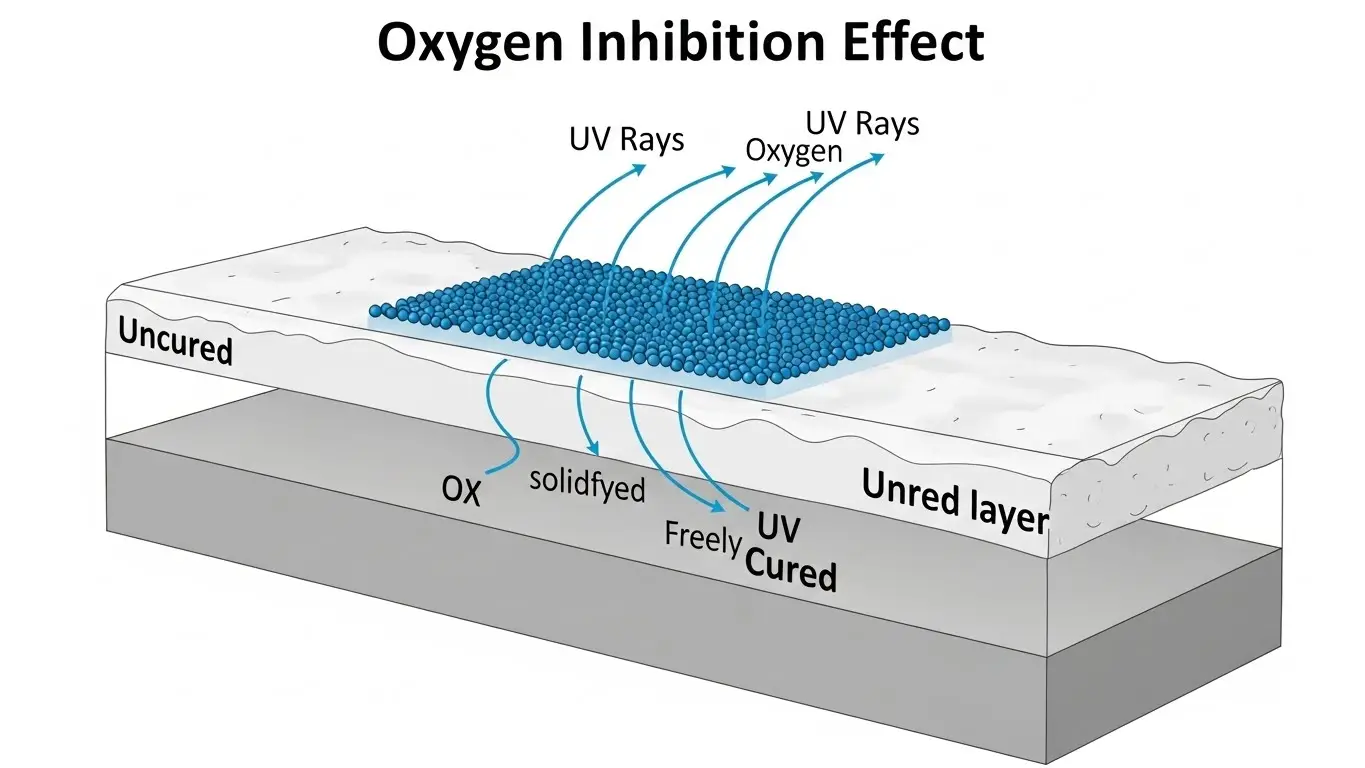
Ответ: Липкость поверхности возникает, когда атмосферный кислород блокирует реакцию отверждения в самой верхней части чернильной плёнки — явление, известное как ингибиция кислорода. Чтобы исправить это, увеличьте пиковую радиацию светодиодов, чтобы пробить кислородный барьер, используйте азотные инертные системы или перейдите на чернила, специально сформулированные с «светодиодными усилителями» или аминными синергистами для поглощения поверхностного кислорода.
Глубокое погружение: преодоление "воздушной ловушки"
Одна из самых распространённых проблем с УФ-отверждением светодиодов в флексоплазменке — это снятие паутины с пресса, которая выглядит затвердевшей, но на ощупь липкая. При традиционном отверждении ртутью огромное тепло и широкоспектральный ультрафиолет (включая коротковолновый УФ) естественным образом помогают герметизировать поверхность. Светодиодные лампы, которые обычно излучают узкие диапазоны UVA (например, 395 нм), не имеют той длины волны UVC «поверхностного герметизации».
Ингибирование кислорода происходит потому, что молекулы кислорода стремятся реагировать со свободными радикалами, которые генерируют ваши фотоинициаторы. Если кислород достигает их до формирования полимерной цепи, реакция останавливается, оставляя слой влажных, неотверждённых мономеров сверху.
Практические решения:
- Boost Peak Irradiance: убедитесь, что ваш светодиодный массив настроен на высокую интенсивность (W/cm²). Высокая плотность мощности создаёт «поток» свободных радикалов, превосходящих по количеству молекулы кислорода, что приводит к завершению отверждения .
- Проверьте расстояние от лампы: Интенсивность светодиодов падает строго с расстоянием. Убедитесь, что головки ламп установлены как можно ближе к сетке (часто 10-20 мм), чтобы максимально использовать поверхностную энергию.
- Камеры инерации: для мощных задач, таких как упаковка пищевых продуктов, рассмотрите азотную инертность. Это вытесняет кислород по сети, обеспечивая идеальное, мгновенное исцеление без необходимости агрессивных фотоинициаторов.
- Проверьте формулу чернил: убедитесь, что вы используете чернила, предназначенные для светодиодов. Стандартные УФ-чернила могут не иметь подходящего фотоинициатора для борьбы с ингибированием кислорода только при ультрафиолетовом свете.
Совет: если вы замечаете эту проблему преимущественно на белых чернилах или в зонах сильного покрытия, возможно, вы имеете дело с рассеянием света. UV LED отверждения для Flexo & Labelsчасто требует специальных настроек для цветов с высокой прозрачностью.
Какая длина волны лучше всего подходит для flexo UV-красок?
Ответ: Стандартная длина волны для флексо УФ-красок составляет 395 нм. Эта длина волны обеспечивает лучший баланс глубокого проникновения для насквозного отверждения толстых слоёв чернил и достаточную энергию для общего отверждения. Хотя 365 нм и 385 нм используются для определённых поверхностных применений или лаков, 395 нм — универсальная рабочая лошадка для большинства цветных флексо-красок.
Глубокое погружение: сопоставление света с химией
Несоответствие между выходом светодиодной лампы и профилем поглощения фотоинициатора чернил — это тихий убийца производства. В отличие от ртутных ламп, которые задают весь спектр, светодиоды работают точно. Если ваша краска рассчитана на реакцию при 365 нм, а лампа излучает 395 нм, чернила просто не затвердеют, как бы медленно вы ни работали прессом.
Разрыв длины волны:
- 395 нм: «Золотой стандарт» для флексо. Он глубоко проникает в пигменты (особенно тёмные цвета, такие как чёрный и синий), чтобы обеспечить адгезию на уровне субстрата.
- 385 нм: Иногда предпочтительнее для прозрачных лаков, клеев или белых оттенков, где требуется немного большая сила отверждения поверхности без риска пожелтения при уменьшении длины волн.
- 365 нм: Редко используются для обычных флексо-красок из-за меньшей интенсивности выхода светодиодов на этом диапазоне, но отлично подходят для специфических специализированных клеев .
Шаги по устранению неполадок:
- Проверьте свои чернила: запросите у поставщика чернил «Кривую спектрального поглощения».
- Проверьте характеристики лампы: проверьте максимальную мощность вашего светодиодного массива.
- Тест «синий»: если ваши синие или чёрные чернила морщатся или отслаиваются (плохое насквозное затвердевание), длина волны может быть слишком короткой (например, при попытке затвердеть глубокий пигмент с 365 нм) или интенсивность слишком низкая.
Для подробного разбора подходящего спектра читайте подробнее на Какая длина волны лучше всего подходит для flexo UV красок?
.Как устранить запах в УФ-флексопринтах?
Ответ: Запах в ультрафиолетовых отпечатках почти всегда вызван незатвердевшими мономерами, застрявшими внутри чернильной плёнки, или продуктами разрушения фотоинициаторов. Чтобы уменьшить запах, обеспечьте полное «сквозное затвердевание», оптимизируя дозу УФ-излучения (замедляя пресс или увеличивая мощность) и перейдя на чернила с низкой миграцией (LM), предназначенные для упаковки продуктов пищи с использованием фотоинициаторов с высокой молекулярной массой.
Глубокое погружение: Запах неудачи (буквально)
В мире упаковки — особенно продуктов питания и напитков — запах является критерием отказа. Если клиент жалуется на «химический запах», это обычно означает, что чернила не полимеризовались на 100%. Оставшиеся жидкие компоненты мигрируют и выделяются
.Распространённые причины запаха:
- Недостаточное затвердевание: нижняя часть слоя чернил всё ещё жидкая.
- Чрезмерное затвердевание (термальное): Хотя при использовании светодиодов редко, экстремальная интенсивность чувствительных подложок иногда может ухудшать повреждение компонентов покрытия.
- Неправильные фотоинициаторы: Некоторые универсальные фотоинициаторы производят побочные продукты (например, бензальдегид) с характерным миндальным или химическим запахом.
Чек-лист исправлений:
| решение | |
| проблемы остаточные мономеры | увеличивают дозу УФ (мДж/см²). Больше энергии обеспечивает реакцию всех мономеров. |
| Вентиляция | Проверьте удаление воздуха на прессе. Даже с светодиодами нужно удалить озон (редкий) или дым чернил. |
| Переключение типа чернил | на чернила серии с низким запахом и низкой миграцией (LM). |
| Светодиодные линзы с отражателями/линзами, очищающие грязь | . Грязное стекло блокирует ультрафиолетовую энергию, что приводит к недозатвердеванию. |
Узнайте больше о конкретных протоколах для чувствительной упаковки в нашем руководстве: Как уменьшить запах в УФ-флексо-чернилах с помощью светодиодного отверждения
.Как улучшить лечение адгезии на высокоскоростных пробежках?
Ответ: Плохая адгезия на высоких скоростях обычно означает, что чернила не получают достаточную общую дозу УФ-излучения (время x интенсивность). Чтобы исправить это без замедления, необходимо увеличить время задержки, используя более широкие светодиодные массивы (или несколько рядов) или увеличить пиковую защищённость, чтобы ускорить реакцию в ограниченном окне экспозиции.
Глубокое погружение: уравнение скорости и дозы
Скорость — это деньги в флексо. Но когда вы увеличиваете скорость до 500, 600 или 800 футов в минуту, паутина проводит долю секунды под лампой. Если ваша светодиодная система рассчитана на 300 футов в минуту, вы неизбежно столкнётесь с «потолком отверждения».
Почему адгезия не работает на скорости:
На высоких скоростях чернила получают эффект высокой интенсивности (пик излучения), но недостаточно общей энергии (плотность энергии/доза). Фотоинициаторы запускают реакцию, но паутина выходит из зоны отверждения раньше, чем полимерные цепи смогут прочно сцепиться с подложкой. В результате чернила проходят тест «скручивание большого пальца», но не проходят тест на ленту
.Стратегии высокоскоростного отверждения:
- Лечение коронавируса: никогда не пропускайте это. Высокие скорости требуют большей поверхностной энергии на подложке (стремитесь к 42+ dyne), чтобы чернила мгновенно смакались и сцеплялись.
- Обзор Мощность лампы: Работают ли ваши светодиоды на 100%? Если вы уже достигли максимума и не проходите тесты на адгезию, вам нужно больше оборудования — в частности, физически более широкие головки ламп (например, переход с окна 20 мм на 40 мм), чтобы удвоить время экспозиции на той же скорости.
- Отражающие фоны: убедитесь, что субстрат не впитывает ультрафиолет. Для этикеток «прозрачно-на-прозрачном» обязательно используйте светоловку или отражатель, чтобы максимизировать эффективность фотонов.
Для продвинутых методов поддержания пропускной способности посмотрите How to Improve Cure при высокоскоростной веб-печати.
почему мои чернила морщатся или "шелуятся апельсины"?
Ответ: Морщина возникает, когда поверхность чернил затвердевает значительно быстрее, чем нижняя часть плёнки. Это создаёт затвердевшую «оболочку», которая смещается поверх жидких чернил внизу. Она вызвана чрезмерной интенсивностью поверхности относительно глубины проникновения или слишком толстыми пленками чернил (анилок с высоким уровнем BCM).
Глубокое погружение: эффект "skinning"
Это классическая проблема при печати плотных слоёв, таких как непрозрачные белые или металлические серебряные оттенки. Пигмент блокирует попадание ультрафиолетового света на дно. Светодиод мгновенно затвердевает верх, а низ остаётся мягким. По мере того как нижняя часть затвердевает (или двигается), верхняя кожа подгибается, создавая текстуру, похожую на апельсиновую цедру.
Корректирующие меры:
- Снизите BCM: используйте рулон анилоксида с меньшим объёмом для нанесения более тонкой чернильной плёнки. УФ светодиодов эффективен, но не может противостоять физике; Толстые непрозрачные слои трудно пробить.
- Регулировка фокуса/мощности: парадоксально, но иногда небольшое снижение пиковой интенсивности может помочь. Он предотвращает мгновенное «закрывание» поверхности, позволяя фотонам проникать глубже до того, как верхняя часть уплотняется.
- Печатные станции: Разделите тяжёлый цвет на две станции. Лучше напечатать-затвердить-напечатать и затвердеть два тонких слоя белого, чем пытаться прорваться сквозь один толстый слой.
Краткий чеклист: устранение неполадок светодиодного УФ
Используйте эту быструю справочную таблицу, чтобы на ходу диагностировать ваши проблемы с прессой.
| симптом | вероятный | виновник Немедленное |
| исправление поверхности | липкое подавление кислорода | Увеличение мощности; Проверьте высоту лампы; Добавьте азот |
| Плохая адгезия (сбой ленты) | Низкая доза или поверхностная | энергия Corona Treatment (Dynes); Увеличьте время пребывания. |
| Глубокая царапание | , плохой | сквознойпроверки длины волны (395 нм?); Разбавите чернильную плёнку. |
| Запах | недоотверждённых мономеров | Медленная скорость нажатия; Увеличить мощность; Переходите на чернила LM. |
| Морщинистые чернила слишком толстые / поверхность затвердедает слишком | быстро Нижний анилокс BCM; Разделите тяжёлые цвета на две колоды. |
Понимая физику, лежащую в основе распространённых задач УФ-отверждения светодиодов в flexo, можно перейти от «угадывания и проверки» к разработке решения. LED — это надёжная технология, но она требует точности. Уважайте химию, контролируйте дозу, и ваш пресс будет работать быстрее и чище, чем когда-либо.
Share on Social:



In This Article
Related Posts
Как предотвратить размазывание УФ-чернил с помощью правильного отверждения светодиодом
Dec 27, 2025
Какая ультрафиолетовая светодиодная лампа для отверждения лучше всего подходит для струйной печати? (Путеводитель 2026 года)
Dec 27, 2025
Стоит ли затвердеть УФ-светодиодами? Стоимость, экономия и окупаемость
Jan 06, 2026