Как улучшить адгезию УФ-чернил с настройками светодиодного отверждения
Related Posts
Как предотвратить размазывание УФ-чернил с помощью правильного отверждения светодиодом
Dec 27, 2025
Какая ультрафиолетовая светодиодная лампа для отверждения лучше всего подходит для струйной печати? (Путеводитель 2026 года)
Dec 27, 2025
Стоит ли затвердеть УФ-светодиодами? Стоимость, экономия и окупаемость
Jan 06, 2026
Достижение пуленепробиваемой адгезии на сложных подложках — это «святой Грааль» промышленной струйной печати. Вы, вероятно, уже знаете, что улучшение сцепления ультрафиолетовых чернил с помощью светодиодного отверждения редко сводится к изменению одной настройки; Это тонкий баланс физики, химии и науки о поверхностях.
Если вы видите отслаивание чернил от полипропилена или не проходите тесты с перекрёстной штриховкой на стекле, параметры светодиодного отверждения часто являются основной причиной. Даже самая дорогая формула чернил выйдет из строя, если подача фотонов — фактическая УФ-энергия, попадающая на подложку — не оптимизирована для конкретных фотоинициаторов в этой черниле
.В этом руководстве мы разберём процесс отверждения. Мы выйдем за рамки базовых советов и погрузимся в конкретные корректировки длины волны, профили излучения и расчёты плотности энергии, которые отделяют постоянную связь от отвергнутой партии.
Какие факторы влияют на адгезию ультрафиолетовых чернил во время отверждения?
Адгезия зависит от успешного сшивания фотополимеров на границе подложки, что обусловлено тремя ключевыми факторами: соответствием длины волны УФ с фотоинициаторами чернила, общей плотностью энергии (дозой), передаваемой на слой чернил, и поверхностной энергией (уровнем дина) печатаемого материала.
"Троица" УФ-адгезии
Когда я устраняю неисправности сцепления на производственной линии клиента, я представляю адгезию как трёхногий табурет. Если одна нога короткая, всё проваливается.
- Энергия поверхности подложки (увлажнимость): Прежде чем говорить о затвердевании, чернила должны «смачить». Если печатать на низкоэнергетическом пластике, например, на HDPE (полиэтилен высокой плотности) без обработки, чернила собираются каплы. УФ-свет замораживает эти шарики, создавая слабую механическую связь.
Примечание по опыту: я видел, как операторы увеличивали УФ-мощность до 100%, пытаясь исправить сцепление, но выяснилось, что проблема была в поверхностном натяжении. Если ваш субстрат ниже 38-40 dynes/cm, никакое питание светодиодов не заставит чернила прилипать.
- Формулировка чернил и отклик фотоинициатора: УФ-чернила содержат мономеры, олигомеры и фотоинициаторы. Фотоинициаторы — это «триггер». Им нужен определённый «ключ» (длина волны) для разблокировки. Если ваша краска рассчитана на отверждение 395 нм, но лампа дрейфует или установлена неправильно, реакция не достигает нижнего слоя чернил (интерфейса), что приводит к срыву сцепления .
- Параметр отверждения (Фокус этого руководства): Здесь у вас наибольший контроль. Манипулируя излучением (W/cm²) и плотностью энергии (J/cm²), вы определяете твёрдое и хрупкое ли чернила (часто приводит к отслаиванию) или жёсткие и гибкие (лучшее сцепление).
Как настройки светодиодного отверждения влияют на адгезию?
Настройки LED-отверждения напрямую регулируют глубину отверждения; высокая пиковая излучение (интенсивность) направляет УФ-энергию через чернильную пленку для сцепления с подложкой, а общая энергетическая плотность (доза) обеспечивает полную полимеризацию для предотвращения липкости
.механика "сквозного лечения"
Для улучшения адгезии необходимо достичь того, что мы называем «сквозным излечением».
В традиционных ртутных дуговых лампах был широкий спектр тепла и света. УФ-светодиод отличается — он узкий и прохладный. Это значит, что вы должны быть хирургически настроены
.- Поверхностное исцеление против Через Лечение:
- Проблема: если у вас высокая адгезия (чернила отслаиваются в листе), скорее всего, у вас отличное поверхностное затвердевание, но плохое настойчивое. Верхняя часть образовывала оболочку, блокируя ультрафиолетовый свет от попадания внизу, где происходит сцепление.
- Решение: часто требуется более высокая пиковая излучение, чтобы пробить пигменты (особенно плотные цвета, такие как чёрный или белый) и добраться до субстрата.
Излучение против дозы: критическое различие
| Метафора | параметрической единицы | на | |
| радиацию адгезии (интенсивность)W | /см² | Яркость света. | Пробивающая сила. Высокая излучённость помогает ультрафиолетовому свету достигать интерфейса подложки. |
| Плотность энергии (Доза) | J/см² | Количество света, накапливавшегося со временем. | Степень исцеления. Высокая доза обеспечивает полную реакцию всех химических связей. |
Совет эксперта: если вы используете высокоскоростную переменную печать данных, ваша «Доза» падает по мере увеличения скорости. Чтобы сохранить адгезию, необходимо увеличить Излучение пропорционально увеличению скорости.
Для более глубокого изучения конкретной механики этих параметров в системах drop-on-demand обратитесь к нашему руководству по Как работает УФ-светодиодное отверждение в струйной печати
.Какова идеальная длина УФ-волны для адгезии чернил?
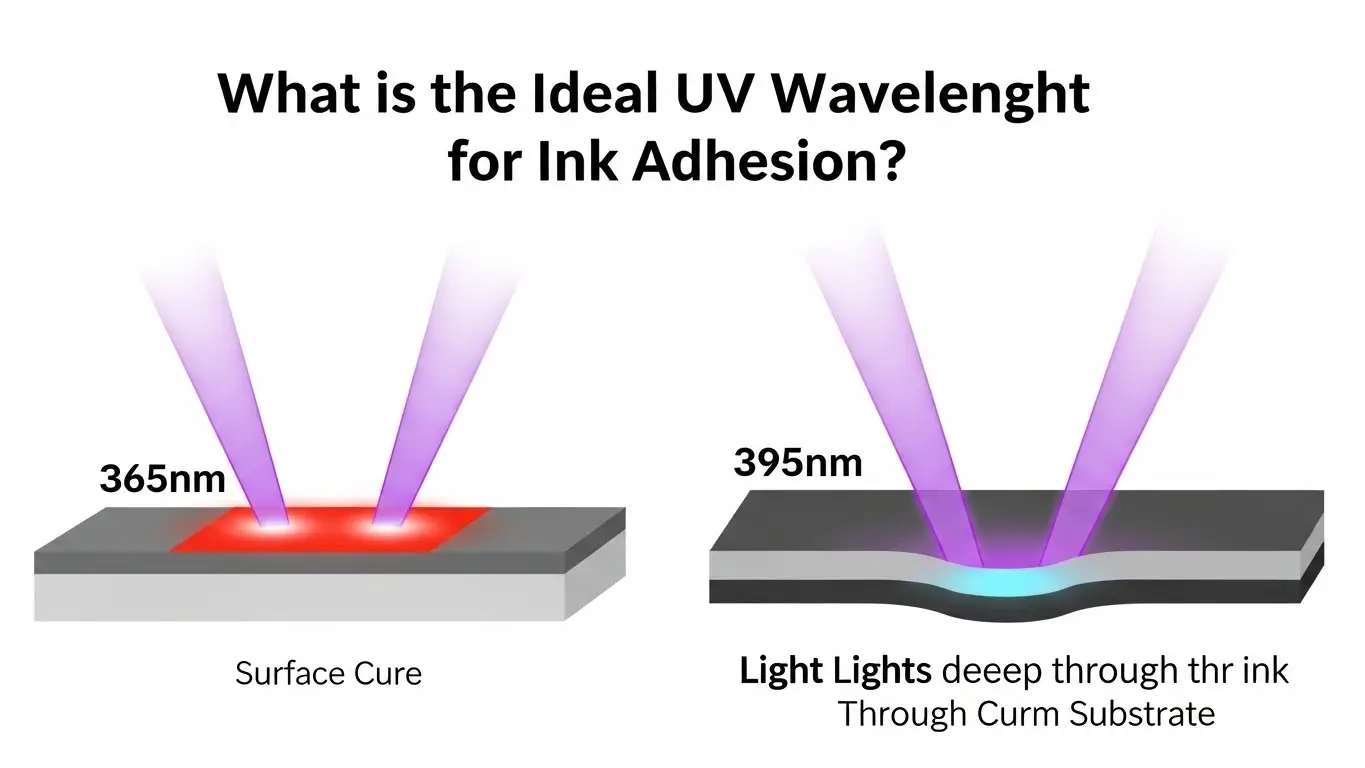
Идеальная длина волны для максимизации адгезии обычно составляет 395 нм, поскольку более длинные УФ-волны проникают глубже в слой чернил, чем короткие (например, 365 нм), обеспечивая попадание УФ-энергии на интерфейс подложки и создание прочной механической и химической связи.
Почему 395 нм — промышленный стандарт для сцепления
Если посмотреть на спектр поглощения большинства промышленных УФ-струйных чернил, можно увидеть, что они оптимизированы для UVA спектра.
- 365 нм (Short Wave): Отлично подходит для прозрачного покрытия и поверхностного отверждения. Она останавливается на поверхности. Если вы полагаетесь исключительно на 365 нм для густых, пигментированных чернил, возникает эффект «морщин», когда кожа сжимается поверх влажных чернил.
- 395 нм (Long Wave): Это основная рабочая лошадка для сцепления. Её длинная волна проходит через пигмент/непрозрачность чернил.
Смешивание длин волн для "гибридной" адгезии
Некоторые современные системы УФ-светодиодов используют подход «двойная длина волны».
- Сначала выстрелите 395 нм: это проникает глубоко и закрепляет чернила на подложке, устанавливая связь.
- Огонь 365 нм секунды: Это герметизирует поверхность, убирая липкость.
Если ваша текущая система позволяет использовать смешанные массивы, попробуйте настроить мощность в сторону 395 нм, если основная точка отказа — сцепление.
Может ли чрезмерное или недостаточное затвердевание привести к отказу сцепления?
Да, оба крайних варианта разрушают адгезию; при недостаточном отверждении остаётся жидкость чернила на границе, из-за чего она стирается, а чрезмерное затвердевание приводит к усадке и хрупкости чернильного полимера, создавая внутреннее напряжение, которое «срывает» чернила с подложки.
зона полимеризации "Златовласка
"Распространённый миф о том, что «больше мощности = лучшее сцепление». Это неправда.
Опасности чрезмерного отверждения (эффект хрупкости)
Когда УФ-чернила полимеризуются, они сжимаются. Если наносить тонкий слой чернил с чрезмерной энергией (например, при 100% мощности на очень низких скоростях), чернила затвердевают настолько мгновенно и резко, что сжимаются от подложки
.- Симптом: чернила проходят тест на скручивание большого пальца, но не проходят тест с перекрёстной штриховкой. Он откалывается, как твёрдая конфета.
- Решение: уменьшить интенсивность светодиодов до 70-80% и позволить фотоинициаторам реагировать немного медленнее, снижая внутреннее напряжение.
Опасности недостаточного отверждения
- Симптом: чернила на дне кажутся липкими или «жирными» при снятии.
- Решение: проверьте, превысило ли ваша лампа более 20 000 часов (типичный срок службы светодиодов) или загрязнено ли кварцевое окно. Пыль на окне лампы может снизить свет на 30% — достаточно, чтобы убить сцепление .
Выбор правильного оборудования — это половина дела. Для получения информации о выборе лампы, позволяющей точную модуляцию, почитайте о Какая лампа отверждения УФ-светодиодов лучше всего подходит для струйной печати?
.Как оптимизировать скорость печати для лучшей адгезии?
Замедление скорости печати увеличивает «время задержки» (время воздействия) чернил под ультрафиолетовым светом, значительно увеличивая общую подаваемую энергетическую дозу, что улучшает плотность сшивания и химическое соединение с подложкой
.Соотношение скорости и мощности
Когда вы увеличиваете скорость переноски конвейера или печатной головки, вы фактически «лишаете» чернила света.
Сценарий: вы печатаете на акриле со скоростью 1 м/с, и адгезия идеальна. Ты торопишься с работой и ускоряешься до 1,5 м/с. Вдруг чернила начинают шелушиться.
Почему: вы снизили плотность энергии (дозу) на 33%.
Исправление:
- Линейное масштабирование: Если увеличить скорость на 50%, то увеличьте мощность УФ-излучения на 50% (если есть запас по запасу).
- Двойной проход: Если у вас максимальная мощность, проведите «пустой» проход отверждения (ничего не печата, только отверждение), чтобы добавить дополнительную дозу энергии.
Почему для некоторых субстратов необходима предварительная обработка поверхности?
Материалы с низкой поверхностной энергией, такие как полипропилен (PP) и полиэтилен (PE), являются химически инертными и непористыми; методы предварительной обработки, такие как корона, плазма или химические праймеры, повышают уровень поверхностного покраски, позволяя УФ-чернилам смачивать и физически связываться.
когда настроек светодиодов недостаточно
Иногда никакие настройки светодиодов не решают проблему. Адгезия — это химическое.
- Стекло и металл: Это известно своей сложностью. Поверхность гладкая и непористая. Почти всегда нужен химический стимулатор адгезии (праймер). Профессиональный совет: Если возможно, используйте цифровую грунтовку, проведённую через печатающую головку. Это гарантирует, что грунтовка находится только там, где находится чернила, сохраняя блеск непечатанного стекла.
- Пластик (PP/PE/PET): Нужно молекулярно нарушать поверхность.
- Корона-обработка: использует высоковольтный разряд для окисления поверхности.
- Обработка пламенем: Буквальное пламя проходило через объект (часто встречается в печати на бутылках), чтобы сжечь загрязнения и повысить поверхностную энергию.
Как устранить распространённые проблемы с адгезией?
Устранение неисправностей начинается с проверки поверхностной энергии подложки (тест dyne pen), затем проверка выхода ультрафиолетовой лампы с помощью радиометра для обеспечения стабильной излучённости и, наконец, выполнение стандартизированных тестов на сцепление (ASTM D3359) для выделения режима отказа
.Контрольный список по устранению неполадок "Cure & bond"
Если вы столкнулись с кризисом на производственной площадке, следуйте этой иерархии:
- Тест Дайна: Используйте перо Дайн (например, 38 дайн). Проведите им по материалу. Если чернила собираются в течение 2 секунд, энергия поверхности слишком низкая. Прекрати печать. Очистите подложку изопропиловым спиртом (IPA) или нанесите грунтовку.
- Проверка окна: Посмотрите на стеклянное кварцевое окно вашей УФ-светодиодной лампы. Есть ли туман? Брызги чернил? Пыль? Реальный сценарий: Однажды я решил «загадочную» неисправность сцепления, стирая тонкий слой испарённого лака с окна LED. Мощность выросла на 15%.
- Тест на мазок: Сразу после затвердевания потрёте отпечаток большим пальцем. Если он размазывается — значит, он недостаточно затвердевший. Вам нужно больше мощности или более медленная скорость. Если он не размазывается, а потом отслаивается, это сбой интерфейса (поверхностное натяжение или чрезмерное отверждение). Дополнительная литература: Для конкретных шагов по предотвращению проблем с мокрыми чернилами посмотрите Как предотвратить размазывание УФ-чернил с правильным затвердеванием светодиодов .
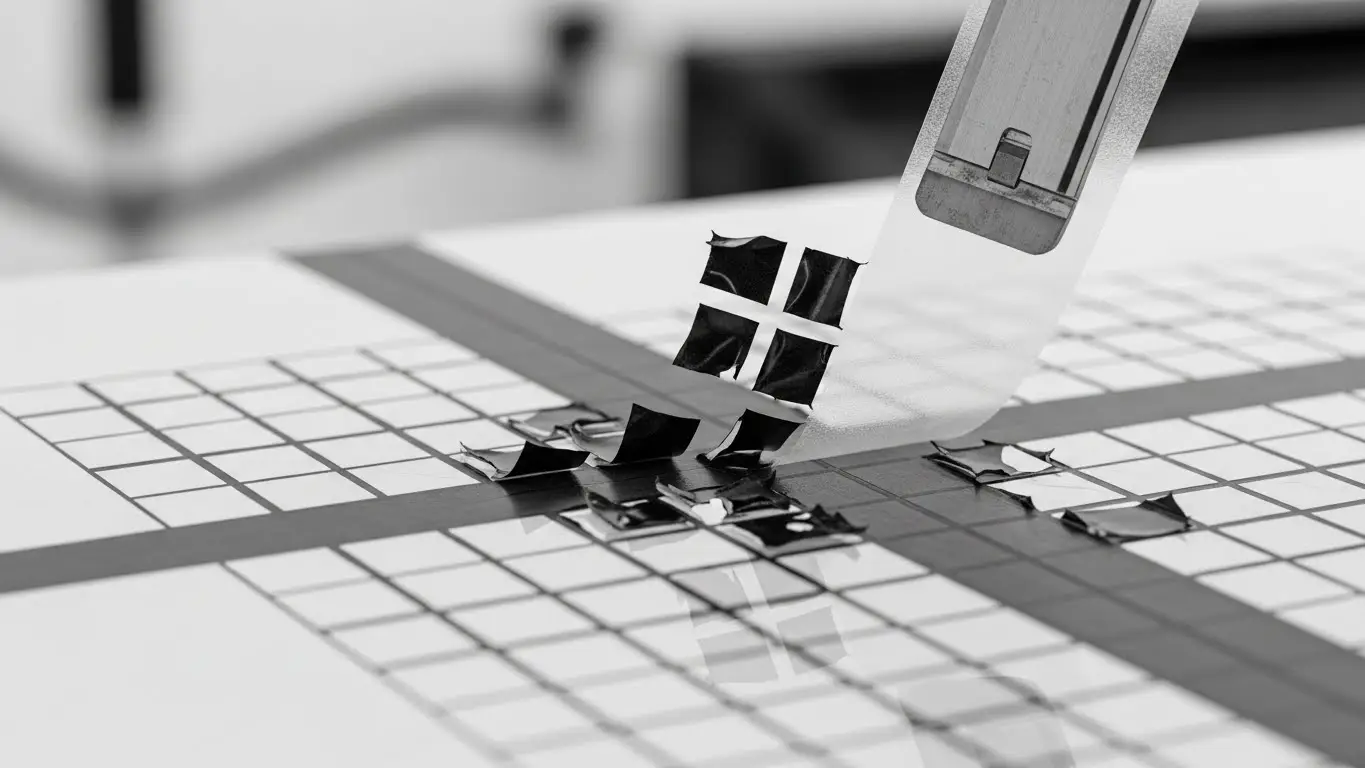
- Тест с перекрестным штриховкой (ASTM D3359): Используйте бритву, чтобы вырезать на чернилах рисунок #. Наклейте чувствительную к давлению ленту (например, 3M 600) и оторвите её при 180 градусах.
- 5B (0% удаления): Идеально .
- 0B (более 65% удаления): полный отказ .
Продвинутый: техника "закрепления"
Если вы используете сканирующий принтер (где головка двигается туда-сюда), можно использовать светодиодное закрепление.
- Низкоэнергетическое лечение (закрепление): Сразу заморозьте точку, чтобы она не кровоточила.
- Высокоэнергетическое лечение (Финальное): Укрепить связь.
Корректировка соотношения между этими двумя субстратами может значительно улучшить адгезию на сложных и скользких основаниях.
Заключение
Освоение того, как улучшить сцепление ультрафиолетовых чернил с помощью светодиодного отверждения, требует перестать смотреть на принтер как на «чёрный ящик». Это химический реактор.
Вы должны выровнять длину волны (обычно 395 нм для сцепления) с химией чернил. Необходимо сбалансировать излучение, чтобы проникнуть в слой чернил, не вызвав чрезмерного затвердевания и не разбивая чернила. И вы должны уважать необходимость субстрата в подготовке поверхностной энергии.
Систематически регулируя скорость печати, поддерживая светодиодные лампы и используя правильные предварительные обработки, вы можете превратить адгезию из ежедневной головной боли в предсказуемую, повторяемую науку.
Для подробного разбора всей экосистемы светодиодных технологий обратитесь к нашему полному UV LED Ink Soliding Guide
.часто задаваемые вопросы (FAQ)
Могу ли я просто увеличить мощность УФ-лампы до 100%, чтобы исправить адгезию?
Не всегда. Хотя большая мощность увеличивает дозу, она также может вызвать «тепловой шок» или усадку чернильной пленки, что приводит к хрупкости и шелушению. Часто лучше оптимизировать конкретную длину волны или замедлить скорость печати.
Почему мои чернила прилипают к белому пластику, но не на чёрном?
Чёрный пластик часто содержит чёрный углерод, который может поглощать ультрафиолетовый свет, уменьшая отражение обратно в чернила. Кроме того, чёрный пластик может содержать на поверхности разные агенты (масла) для выпуска плесени. Всегда очищайте и более агрессивно обрабатывайте черные субстраты
.Как узнать, что моя УФ-светодиодная лампа выходит из строя?
В отличие от ртутных ламп, которые мерцают, светодиоды просто тускнеют. Это невозможно увидеть невооружённым глазом. Для регулярного измерения выходной сигнала (W/cm²) необходимо использовать ультрафиолетовый радиометр, специально откалиброванный под светодиод (395 нм).
Share on Social:



In This Article
Related Posts
Как предотвратить размазывание УФ-чернил с помощью правильного отверждения светодиодом
Dec 27, 2025
Какая ультрафиолетовая светодиодная лампа для отверждения лучше всего подходит для струйной печати? (Путеводитель 2026 года)
Dec 27, 2025
Стоит ли затвердеть УФ-светодиодами? Стоимость, экономия и окупаемость
Jan 06, 2026